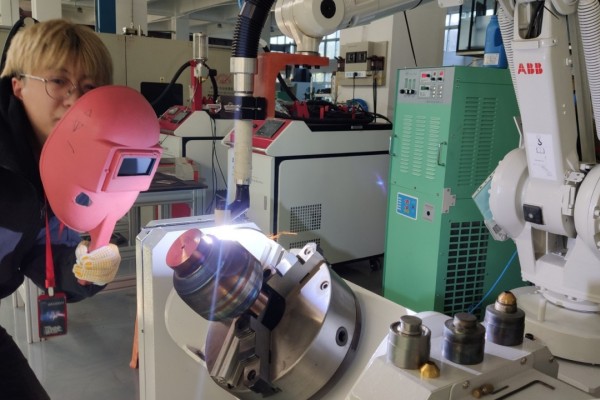
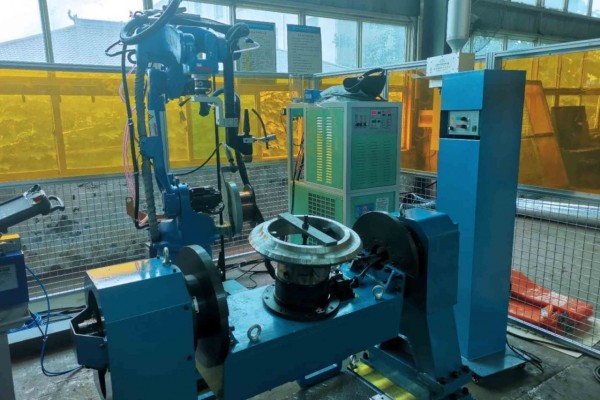
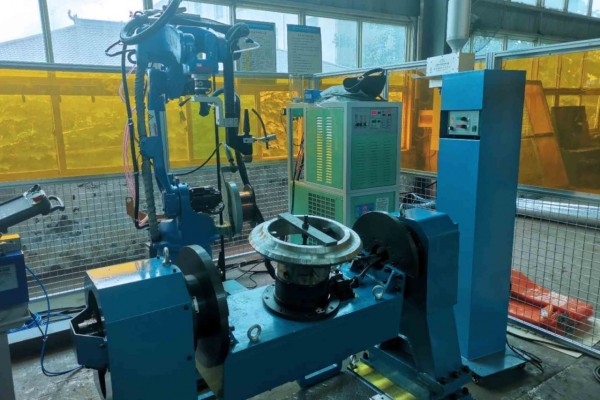
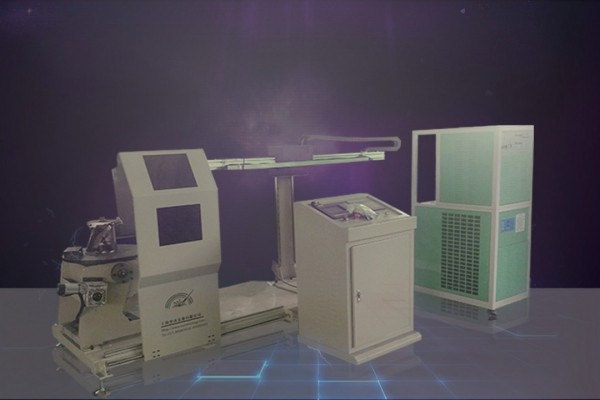
 盾構機刀具 自動化機器人 等離子堆焊硬質合金顆粒 DML係列設備
盾構機刀具 自動化機器人 等離子堆焊硬質合金顆粒 DML係列設備 

盾構機刀盤在遭遇不利地質條件又不具備換刀條件時,強行出洞會造成刀盤嚴重磨損,在具備修複空間及技術經濟比較合理的情況下,可對受損刀盤進行維修。
清理殘根
采用氧焊及氣刨工具,對麵板筋板殘根以及刀箱刀具殘根進行清理,按焊接要求打磨出坡口麵,為焊接工作做好準備。
筋板修複
(1)在殘根上作出標記並進行拓樣工作,根據圖紙確定補貼複原筋板的泡沫塑料樣板,然後按樣板加工所需鋼板(筋板采用50mm厚16Mn鋼板);
(2)將筋板殘根與鋼板焊接。為保證焊接質量,在對接口處加工45°角坡口,采用多層焊接將坡口填平。
刀盤校正
(1)考慮到校正刀盤時對主軸承的負麵影響,將刀盤與前盾進行加固。加固區域確定在刀盤的未變形區域,既要保證對主軸的影響小又要保證未變形區域不產生二次變形。
(2)將變形區域的撕裂筋板和影響刀盤校正的筋板割斷,僅留背板。在其後麵與土倉板間放兩台液壓油缸將刀盤緩慢頂出,頂到位置後用“工”字鋼和角鋼將刀盤與前盾焊接在一起,防止反彈。
(3)在筋板割斷處加工坡口進行焊接,保證焊接強度,增加支承鋼板和複焊板,進行應力放散。待應力放散基本完成後將所有固定刀盤的支點拆除。
刀箱定位安裝
(1)刀盤麵位置確定
采用在前盾上焊接六根定位鋼筋的辦法確定一個與前盾麵平行的平麵,此平麵從定位鋼筋上掛線相交確定,作為刀箱定位的參考基準麵。
(2)刀箱定位
根據參考基準麵及圖紙尺寸,訂出刀箱與盤麵的相對位置,保證刀刃相對於盤麵的高度一致。
(3)邊緣滾刀的安裝
為了滿足安裝的角度,結合現場條件,用木板製作所需角度的樣板尺,經過使用樣板尺,能保證邊緣滾刀的安裝角度。
刀具安裝
(1)小刮刀刀座的安裝
以刀盤實際測繪基準麵,利用殘根和圖紙標定的尺寸進行刀座的定位。先在內、外兩端各定一把刀座,而後利用角鋼定出其它同一直線刀座的位置,刀座全部定位後進行加固焊接。
(2)邊緣刮刀刀座的安裝
保證正麵區域的小刮刀在同一平麵上,邊緣區域與設計相符,保證開挖圓周的直徑,定位後焊接牢固。
泡沫噴嘴的修複與保護
(1)泡沫噴嘴修複
當麵板全部磨損,隻留下泡沫管道的一部分時,需重新安裝泡沫管道及噴嘴。安裝泡沫管道與噴嘴隻能在安裝麵板之前完成。
(2)泡沫噴嘴保護
為避免泡沫噴嘴發生堵塞現象,根據丁壩挑流的原理,對泡沫噴嘴采用環形保護,改變“土流”流向,保護噴嘴部位不受土體堵塞,使泡沫能夠加入土體。
刀盤磨損修複
檢查刀盤表麵是否還有嚴重磨損部位,如有磨損,需進行耐磨堆焊修複。首先需對磨損部位進行切割去除、打磨光滑,達到焊接的要求。采用北京固本KB680耐磨焊絲進行堆焊處理,增加其耐磨性能。
北京固本KB680耐磨焊絲填充碳化鎢粒子的複合焊絲,碳化鎢粒子進入馬氏體基質上,主要用於要求強烈耐磨損工件表麵的焊接環境。進行盾構機刀盤堆焊修複時,焊縫表麵成型美觀,無渣,單層硬度HRC≥60。
免責聲明:以上所展示的信息由會員自行提供,內容的真實性、準確性和合法性 由發布會員負責。中國路麵機械網對此不承擔任何責任。
友情提醒:為規避購買風險,建議您在購買相關產品前務必確認供應商資質(營業執照等證件)及產品質量。我們原則上建議您選擇經過中國路麵機械網認證的 守信通 會員
|
上海多木實業有限公司
該用戶未通過認證 |
|||
| 主營產品: | 主營業務:等離子粉末堆焊機、中部槽熔覆機、液壓杆修複噴焊機、截齒堆焊機、煤礦機械耐磨修複焊機、綠色再製造等離子熔覆機等。 適用機械金屬塗層處理、表麵修複強化:中部槽、液壓杆、液壓缸、截齒、刀齒、牙掌鑽頭、塑料模具、玻璃模具、泵葉輪、螺旋絞刀、船舶易損部位、軸承、軸套、閥座、螺杆、農耕刀具、閥門、閥門密封麵、頂頭、導衛板、司太立合金堆焊、平麵、軸類、杆類、內孔等等。 焊接適用工件(可實現單麵焊雙麵成型無需開坡口):壓力容器、高壓管道、紫銅、鍍鋅板、不鏽鋼板、銅鈦鋯鎳等稀有金屬板。 | 聯係人: | 劉 |
|---|---|---|---|
| 資質認證: | 郵 件: | ||
| 開店時間: | 2020-01-02 | 電 話: | 13120669521 |
| 所在地: | 上海市嘉定區馬陸鎮豐登路615弄2號1層 | 手 機: | 13120669521 |
免責聲明:以上所展示的信息由會員自行提供,內容的真實性、準確性和合法性 由發布會員負責。中國路麵機械網對此不承擔任何責任。
友情提醒:為規避購買風險,建議您在購買相關產品前務必確認供應商資質(營業執照等證件)及產品質量。我們原則上建議您選擇經過中國路麵機械網認證的 守信通 會員
上海多木實業有限公司是一家集生產、研發、銷售為一體的高新技術企業。自成立以來,公司在焊接電源的開發上形成了自身獨特的優勢,先後開發出等離子粉末堆焊係列、精密等離子焊係列、S-TIG高熔深焊係列等性能優異的焊接設備。













 京公網安備 11010502031237號
京公網安備 11010502031237號