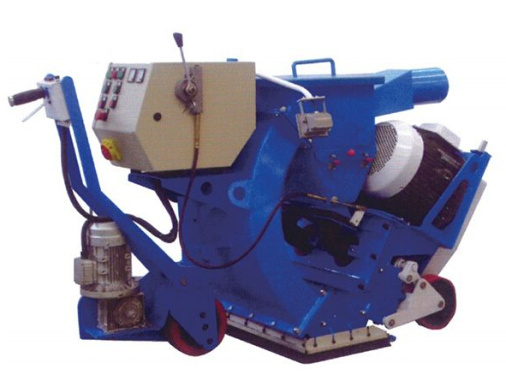
答案1拋丸清理機工作原理及適用範圍:拋丸清理是一種利用高速彈丸遠距離投射的不接觸式清理。該工藝不受被清理工件的大小 、形狀、和重量限製。小至螺釘、螺母,大到火車車廂、萬噸輪船殼體;簡單至一件平板、複雜到發動機氣缸冷卻水套;輕至幾克中,重到百萬噸,均可采用拋丸清理。從形式上講,丸是由機械方法獲得高速而遠距離投射到零件表麵上,統稱為拋丸清理。它包括:將彈丸拋射到帶有砂子的鑄件,清除型砂和型芯的拋丸落砂;將彈丸拋射到鑄、鍛、焊及熱處理零件,以進行清除黑皮、結瘤、氧化膜、鏽斑等的表麵清理;將彈丸拋射到鋼板及各種形材表麵,以進行拋丸預處理;對承受變應力的彈簧、板簧及齒輪等零件,進行消除應力和提高表麵疲勞強度的拋丸強化;對家用電器裝飾零件或餐具表麵,進行拋丸增色。但從工藝分類來講,拋丸清理隻限於清除鑄、鍛、焊及熱處理零件為目的的一種清理工藝,本講座所指的拋丸清理便是這個概念。而對用彈丸拋射到工件表麵達到有關工藝目的者,則直接以其工藝要求命名,如:拋丸落砂、拋丸強化、拋丸增色等,以在工藝上有別於拋丸清理。在對零件進行拋丸清理時,能使零件在拋射流中不斷更換被請表麵,以達到均勻拋丸要求的設施稱為拋丸設備,或稱拋丸機械。因被清件千變萬化,所以拋丸設備亦多種多樣。某一規格的拋丸設備,隻適用於一定範圍內零件清理用。而專用設備,則適用於某一種零件。拋丸清理的原理是基於高速彈丸打擊零件表麵,使其局部變形而產生彈丸壓痕。每一個彈丸壓痕有三層區別明顯的結構。即:零件表麵脆性變形層;零件中層的基體塑性變形區;深層彈性變形區。這三者在彈丸打擊之後幾乎同時產生如下三個作用:①對中層塑性區的前後左右和向上,從五個方向瞬間產生壓縮應力;②使中層在五個方向上瞬間產生壓縮變形,並瞬間向表層推動,從而使已經有破裂線的脆性層迅速脫落;③幾乎同時又推動彈丸產生反彈力,使其獲得反彈速度而反彈出去。彈丸壓痕三個區域是同時發生和存在的。要使脆性層得到脆性破裂,必須要達到其脆性破壞變形量,因此要求有適當壓痕深度,則必須有適量的塑性變形區。塑性區和基體之間有一彈性區的中間狀態,三者的厚度隨拋丸目的不同而有差異。一般拋丸清理僅僅是要求破壞其表麵附屬物,使其脫落就夠了,脆性基體越少越好。因此必須合理選取工藝參數。青島紐森特鑄造機械有限公司拋丸清理的工藝參數及其選擇的依據:拋丸清理是將彈丸的動能轉化成對殘餘物的破壞能,使零件局部發生塑性變形和彈性變形。為了合理利用能量,需要精心選取如下各項參數:彈丸粒度;彈丸拋出速度;彈丸材質;拋丸密度;拋丸重度,即單位零件重量需要的拋丸量;零件相對拋丸流移動速度。各參數之間的內在關係直至目前為止,國內外有關資料中,都是僅僅限於實踐經驗的介紹,在理論上從未揭示它們之間的關係。由於工藝方麵參數之間影響因素較多,故隻能對主要因素進行分析,而次要因素采用統計實踐經驗和實際測試資料。這種方法即可指明住各工藝參數之間理論關係,又有較高使用價值。選擇工藝參數的依據是:清理的目的;被清零件表麵布氏硬度;清理質量,即零件的RZ值;表麵壓痕覆蓋率。
收回