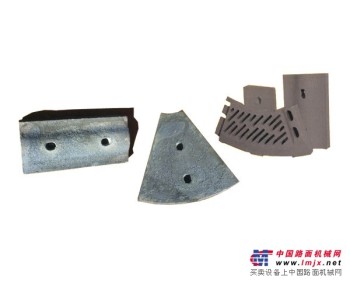
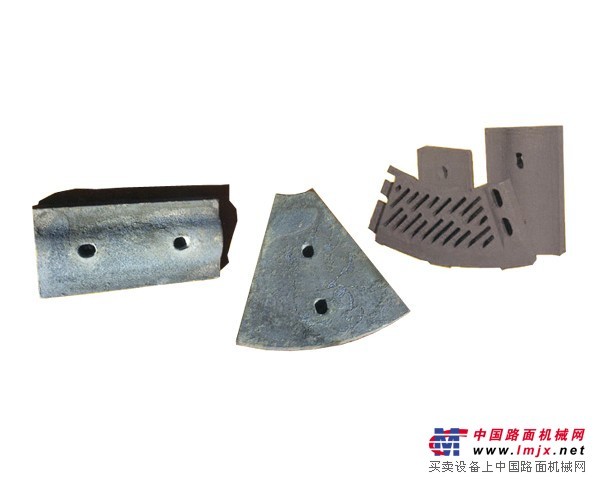
 高錳鋼襯板的鑄造工藝
高錳鋼襯板的鑄造工藝 
免責聲明:以上所展示的信息由會員自行提供,內容的真實性、準確性和合法性 由發布會員負責。中國路麵機械網對此不承擔任何責任。
友情提醒:為規避購買風險,建議您在購買相關產品前務必確認供應商資質(營業執照等證件)及產品質量。我們原則上建議您選擇經過中國路麵機械網認證的 守信通 會員
|
萊蕪市亨泰鑄造有限公司
該用戶未通過認證 |
|||
| 主營產品: | 高錳鋼錘頭,複合錘頭,高錳鋼襯板 | 聯係人: | 李經理 |
|---|---|---|---|
| 資質認證: | 郵 件: | chuitouzhuzao@163.com | |
| 開店時間: | 電 話: | 0634-6616688 | |
| 所在地: | 萊蕪市方下鎮李封邱開發區 | 手 機: | 13863432102 |
免責聲明:以上所展示的信息由會員自行提供,內容的真實性、準確性和合法性 由發布會員負責。中國路麵機械網對此不承擔任何責任。
友情提醒:為規避購買風險,建議您在購買相關產品前務必確認供應商資質(營業執照等證件)及產品質量。我們原則上建議您選擇經過中國路麵機械網認證的 守信通 會員
萊蕪市亨泰鑄造有限公司,位於萊城區以西萊城大道鐵路立交西林,建於1999年,現擁有固定資產480萬元。建廠十多年來特聘國內知名金屬耐磨材料專家王定祥及山東省工業科技協會王德貴教授為技術指導,培養了技術人員幾十名,經過十餘年的精心研究和反複試驗,成功的生產和製造出了三大係列,十幾種產品:襯板。












 京公網安備 11010502031237號
京公網安備 11010502031237號